
Drive solutions for conveyors can support quarries and recycling facilities on their path to electrification ~
Heavy industries like quarrying and recycling have gone a long way toward reducing their greenhouse gas emissions. However, these sectors must continually improve to meet national and global climate targets. Switching to electrified conveyors is core to decarbonisation, but this comes with challenges. David Strain, technical director at electric motor and gearbox provider Technidrive, explains why drum drive gearboxes must be part of the solution.
The UK mining and quarrying sector has reduced its Carbon Dioxide (CO2) emissions significantly since the 1990s. According to the Office for National Statistics, the industry’s emissions nearly halved between 1998 and 2021, from just under 29,200 tonnes to just over 15,500 tonnes. The waste sector has gone even further, curbing its emissions by 74 per cent between 1990 and 2022. Yet, there is still a long way to go.
According to McKinsey, the mining sector must reduce emissions by 85 per cent by 2050 to meet climate targets. Quarrying, recycling and other heavy industries must meet similar targets.
Conveyors: an energy-intensive process
Moving materials around mines, quarries and recycling facilities is an energy-intensive process. A study presented at the 12th International Symposium Continuous Surface Mining found that in-pit transport accounted for around 40 per cent of the German mining industry’s power demand and half of its costs. The study also estimated that transitioning from diesel mine trucks to electrified belt conveyors powered by renewable energy could curb emissions by 96 per cent.
But simply switching to conveyors alone may not be enough. A 2022 study published in Energies found that belt conveyors at a Polish mine still accounted for half of its energy consumption.
The same study concluded that developing more energy-efficient drive systems, including gearboxes, is essential to reduce a conveyor’s energy consumption and emissions.
Electrification is the way to go, but comes with challenges
Replacing diesel trucks with belt conveyors can go a long way toward reducing energy costs and emissions. For many companies in heavy industries, switching from hydraulic conveyors to mobile electrified conveyors is the next logical step. Yet, electrification poses some challenges.
Mobile electric conveyors tend to be larger and heavier than their hydraulic counterparts. To avoid adding to this significant footprint and weight, components like electric motors and gearboxes must be light and compact. Drive systems must also be energy efficient to minimise consumption.
Another challenge relates to a large variation in speed and torque requirements feeders tend to have high torque and low speed requirements, while transfer stockpile conveyors deployed in other processes tend to have low torque and high speed requiring a much higher power. Drive systems must be flexible to meet these requirements.
A compact energy-efficient drive solution for electrified conveyors
Conventional gearbox units have a bevel helical, parallel helical or shaft mount design. Due to their size and shape, these drives can only be installed outside the conveyor head drum, adding significant weight to the structure. There are other downsides.
Bevel helical gearboxes consist of several parts, including a shaft and bearings requiring regular lubrication, leading to maintenance costs and downtime. These drives also feature exposed oil seals. These are a frequent cause of failure in arduous environments like quarries and recycling plants due to dust and water.
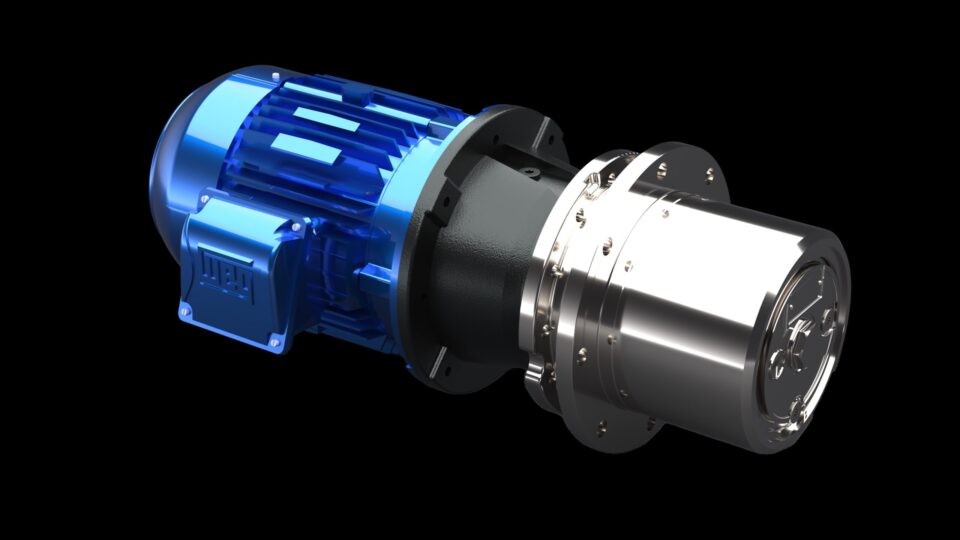
Drum drive gearbox solutions, like the Drum Drive from Technidrive, have up to 72 per cent less mass than equivalent helical gearboxes. A compact final stage reducer inside the drive translates into a minimal footprint. Thanks to the reduced size and weight, these drives can be installed directly inside a conveyor head drum. In addition, as the unit acts as a bearing, there is no need for shaft and bearings. Fewer parts translate into lower weight, fewer upfront costs and reduced maintenance combined with extended uptime and lifespan.
Drum drive gearboxes also eliminate the risk of faults due to dust or water thanks to fully enclosed oil seals. This feature reduces maintenance costs further while maximising uptime and lifespan.
A drive for every speed requirement
The latest track drive gearbox units range from low-speed/high-torque solutions to high-speed/low-torque versions. The 80A Drum Drive has a power range of 0.12-11Kw and a torque range of up to 12,000Nm, making it ideal for feeders.
The 80M model is designed for higher speed and lower torque conveyors. This unit consists of a track drive inside the conveyor head drum and a motor directly mounted to this. The power ranges between 2.2Kw and 18.5Kw, while the torque is up to 7,000Nm.
There are also gearbox solutions for winch applications with a torque range of up to 42,000Nm and complete drums with incorporated gearing for medium-to-large belt conveyors in the toughest environments.
Taking efficiency to the next level
The latest track drives are designed with energy efficiency in mind. Installing any motor design, including new compact, high-efficiency technologies, is easy thanks to a simple IEC (International Electrotechnical Commission) motor fitting.
These drives can be fitted with the latest permanent magnet (PM) motors or hybrid motors integrating PM, ferrite, or neodymium magnets, along with synchronous reluctance (SynRM) technologies. These motors can achieve the highest Ecodesign energy efficiency class, reducing energy consumption and CO2 emissions.
The path to more sustainable heavy industries
Heavy industries will continue to step up efforts to reduce their carbon footprint. Conveyors are responsible for significant energy consumption and must be at the heart of decarbonisation.
Drive solutions like the Drum Drive from Technidrive can help conveyors stay on track to achieve this goal by maximising efficiency and reliability. These solutions also help quarries and recycling plants reduce their total cost of ownership by curbing maintenance costs and downtime.
To learn more about Technidrive’s integrated automation systems, visit its website.
Discover more from Africa-Middle East Mining and Energy News
Subscribe to get the latest posts sent to your email.